 A precíziós öntés olyan technológiát jelent, mely lehetővé teszi, hogy további utómunka nélkül felhasználható, nagy méretpontosságú, kiváló felületi minőségű alkatrészeket állítsunk elő.
A precíziós öntés olyan technológiát jelent, mely lehetővé teszi, hogy további utómunka nélkül felhasználható, nagy méretpontosságú, kiváló felületi minőségű alkatrészeket állítsunk elő.
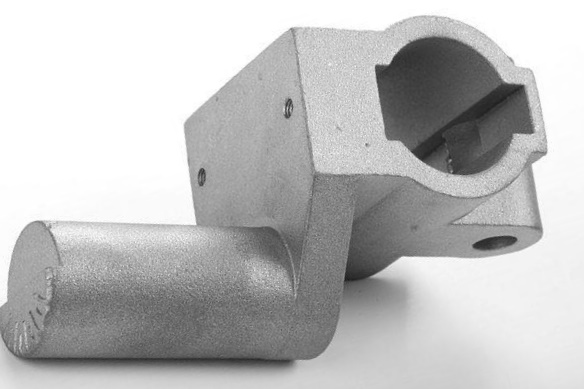
A precíziós öntés további előnye, hogy akár bonyolult alkatrészek is egy technológiai folyamattal, osztatlan formában állíthatók elő. Az alkatrészek előállítási költsége így alacsonyabb lesz, mint ha kovácsolással vagy forgácsolással készülnének.
Precíziós öntéssel előállított alkatrészek jól használhatók az élelmiszeriparban, járműiparban, mezőgazdaságban, gépgyártásban. Jellegzetes öntvények a szivattyúalkatrészek, a daráló- és őrlőlapok, a szerelvény és gépalkatrészek.
 A precíziós öntés gyártási profiljába cégünknél főként az 50 g-tól 2 kg-ig terjedő súlyú öntvények tartoznak, de a mérethatár mindkét irányban tágítható, lefelé 5 g-ig, felfelé 5 kg-ig. A precíziós öntéssel előállított öntvények mérete jellemzően 5 mm-től 250 mm-ig terjed, de szükség esetén ennél nagyobb öntvények is előállíthatóak.
A precíziós öntés gyártási profiljába cégünknél főként az 50 g-tól 2 kg-ig terjedő súlyú öntvények tartoznak, de a mérethatár mindkét irányban tágítható, lefelé 5 g-ig, felfelé 5 kg-ig. A precíziós öntéssel előállított öntvények mérete jellemzően 5 mm-től 250 mm-ig terjed, de szükség esetén ennél nagyobb öntvények is előállíthatóak.
Precíziós öntésnél a minta alapanyaga viasz, amelyet fém mesterformába történő sajtolással állítunk elő. A mesterformát viaszkokillának vagy szerszámnak hívjuk és szerszámacélból állítjuk elő. (Bővebben lásd a Szerszámkészítés címszó alatt)
A viaszsajtoló szerszám tulajdonosa a megrendelő. Ez, valamint a precíziós öntés zárt rendszere biztosítja a megrendelő szellemi tulajdonának védelmét.

Viaszsajtoló szerszám használatával rövid idő alatt nagy darabszámú öntvény előállítása lehetséges, és megfelelő karbantartás mellett rendkívül hosszú az élettartama.
Öntödénkben gravitációs öntéssel dolgozunk. Ennek során a viaszmintákat szintén viaszból készülő beömlő rendszerre erősítjük (csokrosítás), majd a viaszcsokrok felhasználásával kerámiaformákat készítünk (formázás).
Formázás során a csokrokat szilikátpor tartalmú emulzióval vonjuk be, majd erre kvarchomokot szórunk, mindezt több rétegben, ügyelve arra, hogy a soron következő réteg csak akkor kerüljön felvitelre, ha az előző már kellőképpen kiszáradt.
 A kvarchomok szemcséinek a mérete az első rétegnél kisebb, mert ez biztosítja az öntvény felületi minőségét, a többinél viszont nagyobb, hogy az öntés során a keletkező gázok távozni tudjanak a héjon keresztül.
A kvarchomok szemcséinek a mérete az első rétegnél kisebb, mert ez biztosítja az öntvény felületi minőségét, a többinél viszont nagyobb, hogy az öntés során a keletkező gázok távozni tudjanak a héjon keresztül.
Az elkészült formákat (héjakat) szárítókamrában kiszárítjuk, majd kiolvasztjuk belőlük a viaszt, és végül kiégetjük őket. Öntésnél a formákat homokba ágyazzuk, majd kiöntjük folyékony fémmel.
A precíziós öntés termelékenyebb eljárás a homoköntésnél. További előnye, hogy alak- és méretpontos, sima felületű, finom szövetszerkezetű öntvények állíthatók elő vele nagy sorozatban.
A precíziós öntés menete röviden
1. Viaszminták előállítása viaszkokillába (viaszsajtoló szerszámba) történő sajtolással. A viaszkokillák egyedileg készülnek a megrendelők gyártmányaihoz.

2. Az elkészült viaszminták sorjázása.

3. Csokrok létrehozása a viaszminták gyertyára (központi tengelyre) történő felragasztásával.
 |  |  |
4. Kerámiaforma készítése az elkészült viaszcsokrok felhasználásával.
 |  |
A kerámiaforma több réteg iszapból és iszapra szórt öntészeti homokból áll. Kiégetés előtt az így elkészült kerámiaforma szárításra kerül, méghozzá minden egyes kerámiaréteg felvitelét követően.
 |
5. A viasz kiolvasztása a kerámiformából forró víz vagy gőz segítségével, majd a kész csokrok kiégetése kemencében a beágyazást követően.
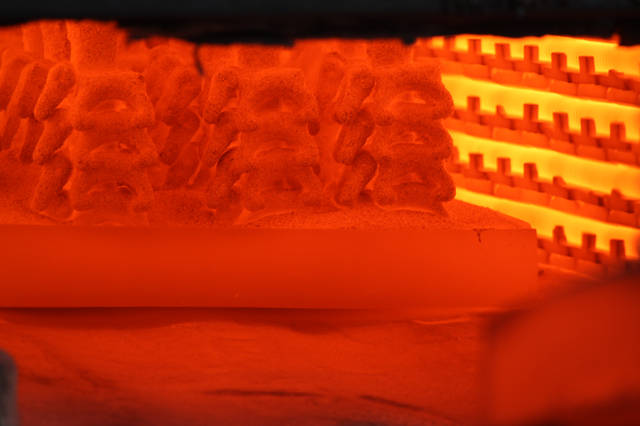 |  |  |
6. Öntés az elkészült, kiégetett kerámiaformába.
 |  |
7. A héj lerázása az elkészült darabról, az öntvények levágása a gyertyáról (enguszról), valamint csonkköszörülés.

8. Szükség esetén további utómunkálatok elvégzése. Ezek közé tartozik a normalizálás, a lúgozás és a szemcsézés.
 |  |
Igény esetén külső vállalkozók bevonásával hőkezelést, megmunkálást (forgácsolást), valamint festést, horganyzást (galvanizálást) és polírozást is vállalunk.